Continuous Wet Granulation – How the Binder Choice Determines the Drying Speed and the Global Productivity
Published April 01, 2026
Authors
Olaf Haeusler
Pharm.D. - Global Technical Application Specialist, Roquette
Introduction
Twin-screw granulation (TSG) is a modern and efficient tool for the continuous production of solid solid-dosage form. It adapts easily on different powder systems, and it is fully scalable.
To optimize the TSG parameters, it is necessary to consider the unique physical properties of each wet granulation binder. One crucial factor is determining the appropriate amount of water required for complete binder activation, which is dependent on the viscosity, wettability, and dissolution speed of the binding polymers. This water requirement is expressed as the liquid/solid ratio (L/S-ratio) specific to each binder. The right choice of the L/S-ratio is a critical quality parameter. Selecting an appropriate L/S-ratio contributes to obtain granules with selected particle size distribution, low friability and adjusted tableting properties.
Anyhow, after the successful granulation step, the added water should be eliminated via a continuous or semi-continuous drying step. In industrial granulation/drying equipment, the total throughput and hence the capacity of the full production line is limited by the drying capacity. The intrinsic water need of each binder modulates therefore the industrial capacity of the granulation process. Higher intrinsic water needs could reduce the granules' production speed. Less water needs could contribute to an overall increased productivity.
Materials and Methods
Materials
A powder blend, mimicking a realistic pharmaceutical formulation, was prepared in a prior mixing step. It contains:
- 50% Paracetamol, semi-fine powder (Mallinckrodt, Hazelwood, USA) as poorly soluble model drug
- 45% PEARLITOL® 50 C mannitol (Roquette Frères, Lestrem, France) as soluble filler
- 5% wet granulation binder
The used wet granulation binders are:
LYCOAT® RS 720 hydroxypropyl (HP) pea starch (Roquette), Methocel® E15 hydroxypropyl methylcellulose (HPMC) (Dow Chemical Company), Kollidon® K12 polyvinylpyrrolidone (PVP) (BASF) and CLEARGUM® CO 01 sodium octenylsuccinate starch (SOS) (Roquette).
Methods
The wet granulation is triggered by adding water into the powder blend for its activation.
All granulation trials used a ConsiGma® 25 system with horizontal set up and a semi-continuous dryer with six single cells for fluid bed drying. The granulating device runs with a throughput of 20 kg/h and a screw speed of 700 RPM. All binders were evaluated in a set of pre-tests, applying different process parameter such as the L/S-ratios and drying conditions.
The found particle size distributions and the measured granules friability were criteria for the process optimization. The specific L/S-ratio was determined for each binder tested.
Similar granule qualities were accessible with the binders HPMC E15, HP pea starch and PVP K12. The selected granules properties with a d50 value of approximately 1600 µm and a granule friability < 5% were targeted by well-selected L/S-ratios (blue circle in figure1). Table 1 summarizes the retained L/S-ratios.
The screw configuration was composed of two kneading zones, separated by a 1.5 L/D-ratio-conveying element. The kneading zones consisted of six kneading elements (KE) (0.25 L/D-ratio) in a forward staggered angle of 60° (12KE60). After the second kneading block, conveying and size control elements (SCE) were added, each having a length of 3.0 L/D-ratio. Due to the high binding capacity of CLEARGUM® CO 01, even at very low L/S-ratios, it was necessary to work with a modified screw configuration to obtain similar granules properties. The last kneading element in each kneading zone was set at a forward staggered angle of 90° (10KE60 2KE90).
Table 1. Selected L/S-ratios and screw configurations for the granulation trials.
| Binder | L/S-ratio used for similar granule quality | Screw configuration |
| HP pea starch | 0.1300 | 12KE60 |
| HPMC E15 | 0.1800 | 12KE60 |
| PVP K12 | 0.1200 | 12KE60 |
| SOS CO 01 | 0.1050 | 10KE60 2KE90 |
The drying cells were preheated for 1 hour before the start of each experiment. The cell filling time was kept constant at 120 s. The air flow for the HP pea starch, HPMC E15 and SOS CO 01 granules was set at 410 m3/h. A higher air flow was required for experiments with PVP K12 (430 m3/h), due to stickiness of the wet granules.
The drying air temperature varied between 40 and 50°C in preliminary tests; the drying time was varied per binder type to achieve a granule moisture content with an LOD value between 0 and 7%.
The moisture content was determined via loss on drying (LOD) using a moisture analyser (Mettler HC103, Mettler-Toledo, Zaventem, Belgium). A sample of 5 g was dried at 105° C until its weight remained constant for 30 s.
The granule friability was determined in triplicate using a friabilator (PTFE Pharma Test, Hainburg, Germany). Prior to determination, the granule fraction < 250 μm was removed. A sample of 10 g granules with 200 glass beads (mean diameter 4 mm) were subjected for 10 min at a speed of 25 rpm to falling shocks. Afterwards, the glass beads were removed, and the mass retained on a 250 µm sieve was determined. The friability was calculated from the weight fractions.
Results
The used binders showed different binding efficiency during TSG. To obtain a similar granule quality, a highest L/S-ratio was required for the HPMC formulation, the lowest for octenylsuccinate starch (see table 1). In general, increasing the L/S-ratio leads to lower granule friability and larger d50 values for each binder. Figure 1 summarizes the results from granulation studies at different L/S-ratios.
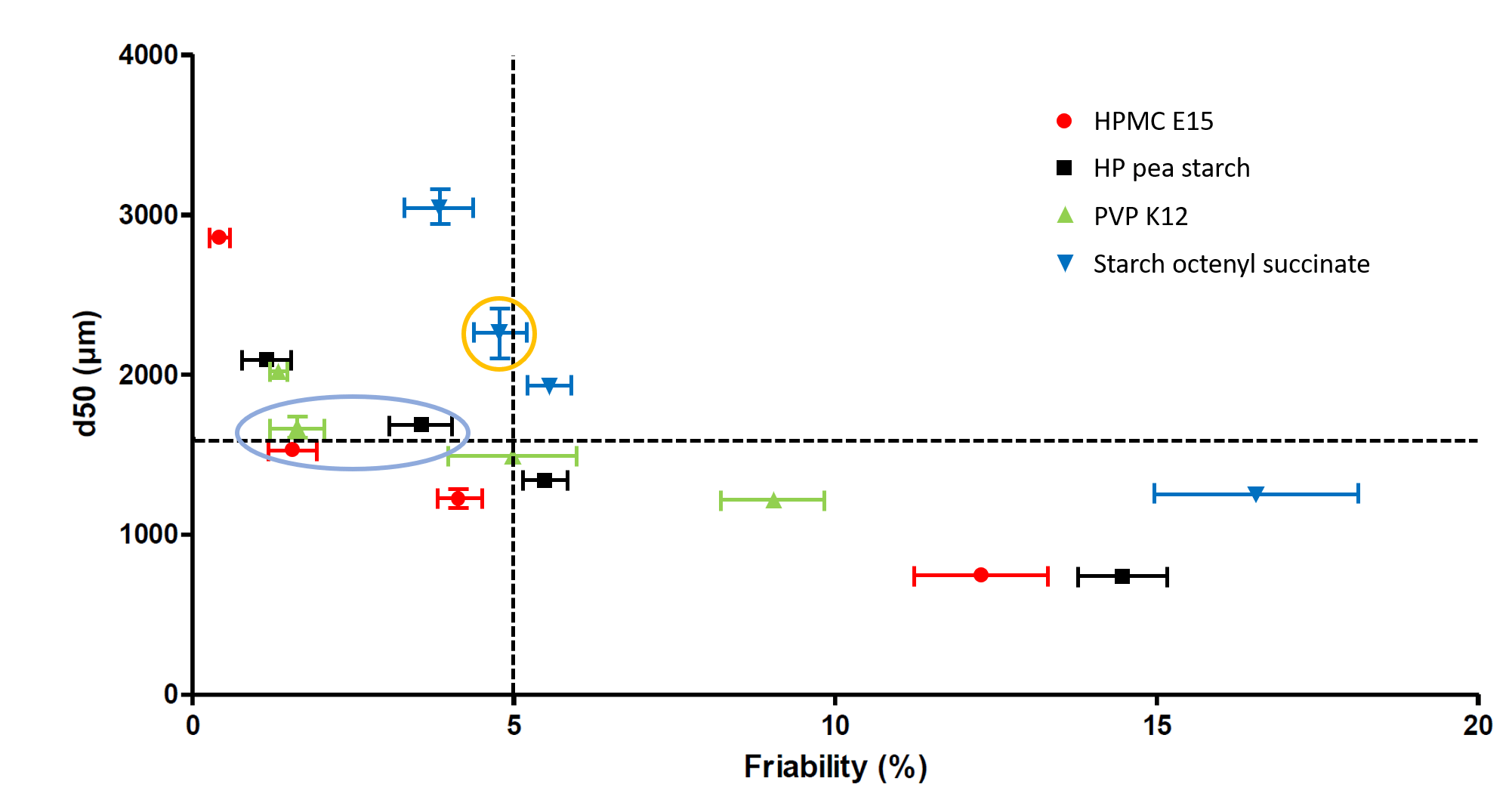
Figure 1. The d50 values and friability of granules containing different binder types studied at four different L/S-ratios.
For particular L/S-ratios (see table 1), HPMC E15, HP pea starch and PVP K12 resulted in similar granule quality, with a friability lower than 5% and a granule d50 around 1600 µm (see blue circle on figure 1). Granulation with SOS CO01 yielded larger particles at lower L/S-ratios compared to the other binders. Similar granule quality could not be produced with this binder. The lowest L/S-ratio resulting in a granule friability <5% was thus selected for processing of the SOS CO 01 formulation (see yellow circle on figure 1).
For each binder, more intense drying conditions (longer drying times combined with higher drying air temperatures) resulted in lower granule moisture content. Figure 2 summarizes the final moisture content of the granules as a function of the drying time and the drying air temperature. For each drying air temperature the highest residual moisture content was observed for HPMC E15, even when the granules were subjected to the longest drying time (600 s). Therefore, binders requiring lower L/S-ratios, resulted in a lower granule moisture content at shorter drying times. Octenylsuccinate starch, requiring less water than the other binders, gave access to the shorter drying time.
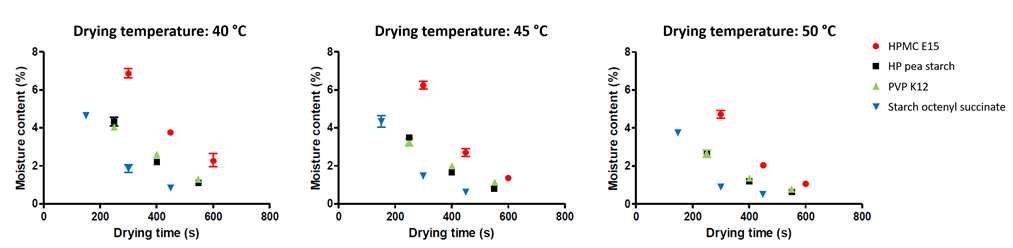
Figure 2. The moisture content of the granules as a function of the drying time and temperature.
Conclusion
This study examines how the drying process is affected by the choice of the binders in a semi-continuous fluid bed dryer that is integrated into a continuous granulation line. When varying the binder type (at constant binder concentration of 5% w/w) in the formulations, different optimal L/S-ratios are required to achieve similar granule quality. Consequently, different drying conditions are necessary for each binder. The drying speed depends on the liquid requirements of the binder, making it crucial to choose a polymer that requires the lowest L/S-ratio for efficient granulation. This will result in shorter drying times, increase production speed, and enhance the total industrial capacity of the manufacturing line.
For more details, see the following article:
L. Vandevivere, P. Denduyver, C. Portier, O. Häusler, T. De Beer, C. Vervaet, V. Vanhoorne, The effect of binder types on the breakage and drying behavior of granules in a semi-continuous fluid bed dryer after twin screw wet granulation, International Journal of Pharmaceutics 614 (2022) 121449.
https://doi.org/10.1016/j.ijpharm.2022.121449
Further reading
M. Lu et al, Heat Transfer Model and Soft Sensing for Segmented Fluidized Bed Dryer, Processes 2022, 10, 2609.
https://doi.org/10.3390/pr10122609
A. Ryckaert et al, The Influence of Equipment Design and Process Parameters on Granule Breakage in a Semi-Continuous Fluid Bed Dryer after Continuous Twin-Screw Wet Granulation, Pharmaceutics 2021, 13, 293.
https://doi.org/10.3390/pharmaceutics13020293
A. Grelier et al, Model‑Guided Development of a Semi‑Continuous Drying Process, Pharmaceutical Research 2022.
https://doi.org/10.1007/s11095-022-03361-4
® Registered trademark(s) of Roquette Frères. The information contained in this document is to the best of our knowledge true and accurate, but all instructions, recommendations or suggestions are made without any guarantee. Since the conditions of use are beyond our control, we disclaim any liability for loss and/or damage suffered from use of these data or suggestions. Furthermore, no liability is accepted if use of any product in accordance with these data or suggestions infringes any patent. No part of this document may be reproduced by any process without our prior written permission. For questions about a product’s compliance with additional countries’ standards not listed above, please contact your local Roquette representative.